简体中文
简体中文
NIEUWS
Thuis / Nieuws / Industrnieuws / Uiterst nauwkeurige productieprocessen van magneetventielbehuizingen van gestempeld ijzer

De gestempelde roestvrijstalen elektronische plug-in is een precisie-ontworpen component die is vervaardigd met behulp van geavanceerde stempeltechnieken. Gemaakt van hoogwaardig roestvrij staal, b...
Zie details
Onze hogedrukbestendige roestvrijstalen beugel is een robuuste, duurzame en betrouwbare oplossing voor het beveiligen van apparatuur in veeleisende omgevingen waar druk en structurele integriteit v...
Zie details
Onze zwarte kneedbare ijzeren bussen zijn duurzame componenten van hoge kwaliteit die zijn ontworpen voor verschillende industriële toepassingen, die uitzonderlijke sterkte, weerstand bieden tegen ...
Zie details
De gestempelde ijzerolie -baffle is een kritieke component in motor- en transmissiesystemen, ontworpen om de oliestroom binnen mechanische assemblages te beheren en te regelen. Geproduceerd met beh...
Zie details
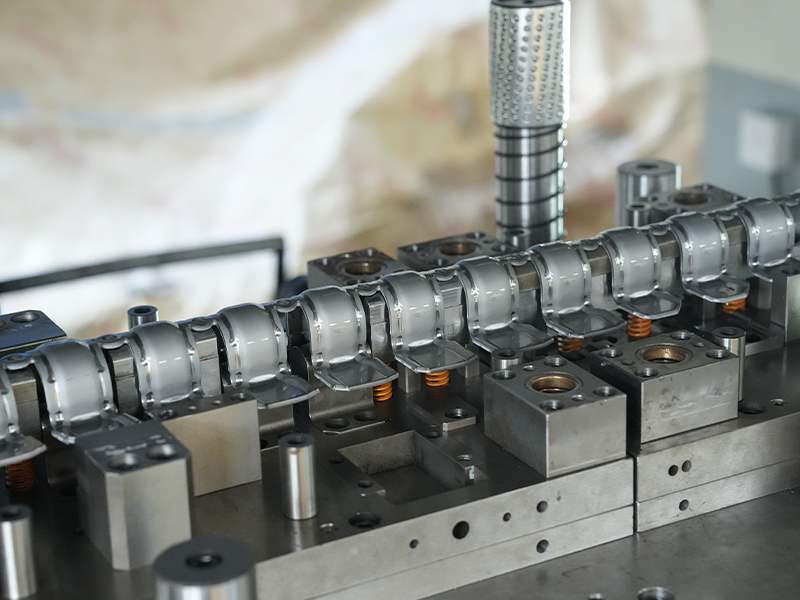
De gestempelde ijzeren solenoïde klepbehuizing is een precisie-ontworpen component die is ontworpen om solenoïde klepsystemen te omschrijven en te beschermen. Vervaardigd met behulp van geavanceerd...
Zie details
De afdichtingsbehuizing van de ijzeren condensator is een precisie-gestempelde metaalcomponent die is ontworpen om condensatoren te omschrijven en te beschermen, waardoor hun langetermijnprestaties...
Zie details
De gestempelde ijzerklep kernassemblage wordt vervaardigd met behulp van stempeltechnologie en gemaakt van hoogwaardig ijzermateriaal, precies in vorm gestempeld. Deze component wordt veel gebruikt...
Zie details
De ijzeren versnellingsbeugel is een robuuste, precisie-ontworpen component die is ontworpen om de veilige en efficiënte betrokkenheid van tandwielen in verschillende mechanische systemen te waarbo...
Zie details
Onze corrosiebestendige stalen beugel voor auto's is ontworpen voor duurzaamheid en prestaties in veeleisende autotoepassingen. Deze beugel is vervaardigd van hoogwaardig, corrosiebestendig st...
Zie details
Onze koperen dunwandige lagerkooi is een essentiële component die is ontworpen voor gebruik in precisielagers en biedt duurzaamheid en efficiënte prestaties in verschillende industriële toepassinge...
Zie details
Messing lagerstofdoppen zijn essentiële componenten die zijn ontworpen om lagers en andere mechanische onderdelen te beschermen tegen vuil, stof, vocht en verontreinigingen die voortijdige slijtage...
Zie details
Onze verzinkte bladmotorbehuizing biedt robuuste bescherming en levensduur voor een breed scala aan elektrische motoren die in verschillende industrieën worden gebruikt. Deze motorbehuizing is gema...
Zie detailscontactgegevens
Address: No.6 Qiasheng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, Provincie Jiangsu
TEL: 86-15050692548
Als u geïnteresseerd bent in onze producten, raadpleeg ons dan